食用油精煉之脫臭工段
")
脫臭鍋:采用usu304材質不銹鋼,通過高溫(220-240℃)真空狀態下,將油中異味去掉,該脫臭裝置既能快速地脫除脂肪酸等臭味組份,又能使油脂具有良好的風味。同時,該鍋具有節約直接蒸汽,防油脂水解的優點。
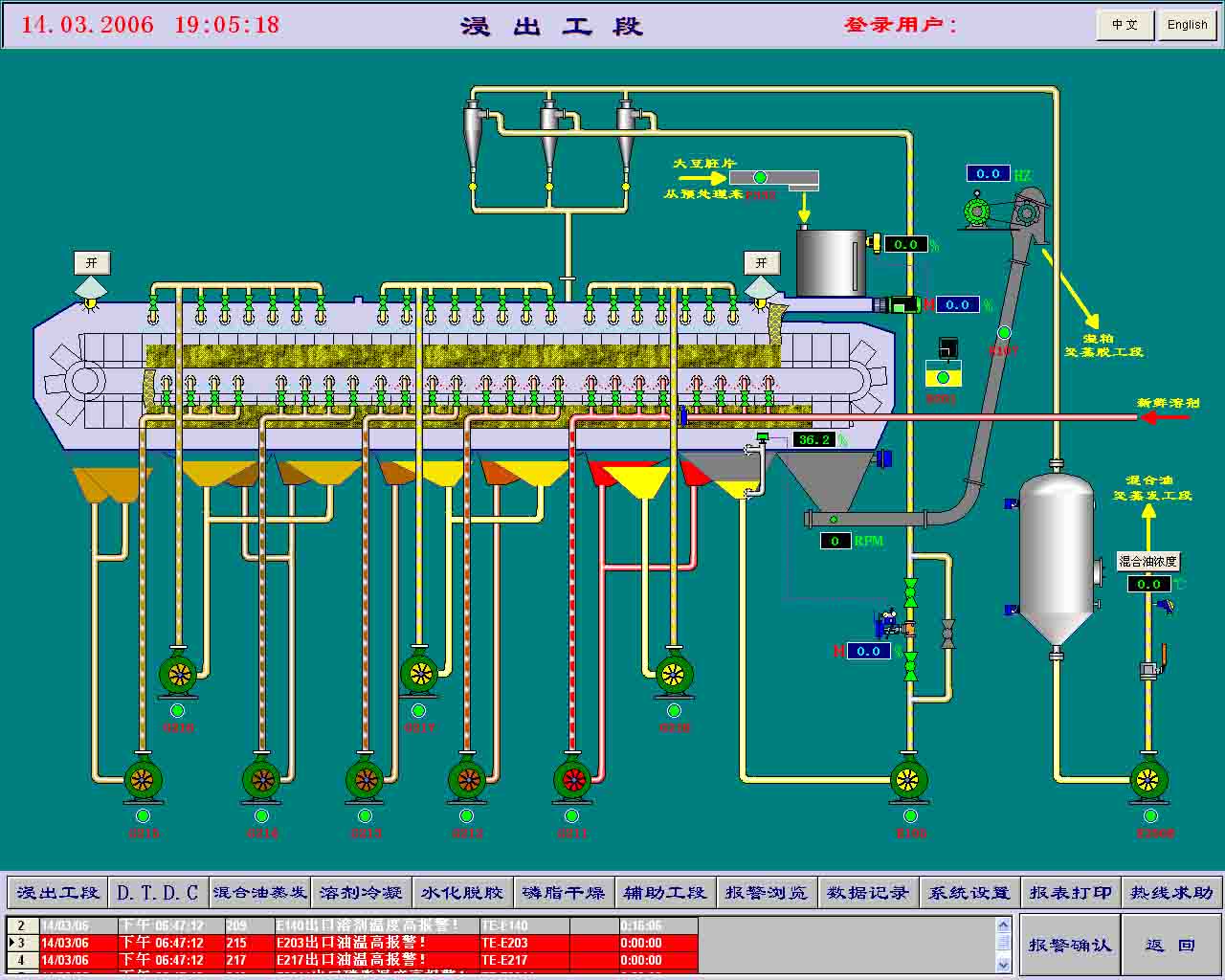
合格的脫色油進入螺旋板換熱器回收大部分熱量后進入高壓蒸汽加熱器加熱到工藝溫度(240-260℃)后進入脫臭塔。脫臭塔為組合式,上層是結構填料,主要用來脫去游離脂肪酸等臭味組分,下層是板式塔,主要起熱脫色的效果,并將油中的過氧化值脫到零。脫臭塔出來的油經過換熱器吸收大部分熱量后再與毛油進一步換熱,然后經冷卻器冷卻到80-85℃,加入所需的防氧化劑和風味劑后再冷卻到50℃以下儲存。脫臭出來的脂肪酸等揮發性物質,用填料式捕集器捕集,捕集液為低溫(60-75℃)的游離脂肪酸。當脂肪酸暫存罐的液位較高時則送到脂肪酸儲罐儲存。
脫臭方法
脫臭的方法有真空汽提法、氣體吹入法、加氫法等。常用的是真空汽提法,即采用高真空、高溫結合直接蒸汽汽提等措施將油中的氣體成分蒸餾去掉。
一、脫臭機理
脫臭的機理是基于相同條件下,臭味小分子組分的蒸汽壓遠大于甘三酯的蒸汽壓,即臭味物質更容易揮發。因此應用水蒸氣蒸餾的原理進行汽提脫臭。水蒸氣蒸餾脫臭的原理,系水蒸氣通過含有臭味組分的油脂時,汽-液表面相接觸,水蒸氣被揮發的臭味組分所飽和,并按其分壓的比率逸出,從而達到了臭味脫除組分的目的。
影響脫臭的因素
1、溫度
汽提脫臭時,操作溫度的高低,直接影響到蒸汽的消耗量和脫臭時間的長短。在真空度相關的情況下,溫度升高,則油中游離脂肪酸及臭味組分的蒸汽壓也隨之升高。但是,溫度的升高也有上限,因為過高的溫度會引起油脂的分解、聚合和異構化,影響產品的穩定性、營養價值及外觀,并增加油脂的損耗。因此,工業生產中,一般控制蒸餾溫度在245~ 255℃。
2、操作壓力
脂肪酸及臭味組分在相關的壓力下具有相應的沸點,隨著操作壓力的降低而降低。操作壓力對完成汽提脫臭的時間也有重要的影響,在其他條件相同的情況下壓力越低,需要的時間也就越短。蒸餾塔的真空度還與油脂的水解有關聯,如果設備真空度高,能避免油脂的水解所引起的蒸餾損耗,并保證獲得低酸值的油脂產品。生產中一般為300—400Pa,即2—3mmHg的殘壓。
3、通汽速率與時間
在汽提脫臭過程中,汽化效率隨通入水蒸氣的速率而變化。通汽速率變大,則汽化效率也變大。但通汽的速率要保持在油脂開始產生飛濺現象的限度以下。汽提脫臭操作中,油脂與蒸汽接觸的時間直接影響到蒸發效率。因此,欲使游離脂肪酸及臭味組分降低到產品所要求的標準,就需要有具體的通汽時間。但同時應考慮到脫臭過程中油脂發生的油脂聚合和其他熱敏組分的分解。這個脫臭時間也與脫臭設備結構有關,現通常為85分鐘。
4、脫臭設備的結構
脫臭常用設備有層板式、填料、離心接觸式幾種,現車間用的是層板式塔。
5、微量金屬
油脂中的微量金屬離子是加速油脂氧化的催化劑。其氧化機理是金屬離子通過變價(電子轉移)加速氫過氧化物的分解,引發自由基。因此脫臭前需盡可能脫除油脂內的鐵、銅、錳、鈣和鎂等金屬離子。
6、脫色油質量及前處理的方法
脫色油的價值及其脫臭前處理方法對脫臭成品油的穩定性具有關鍵的影響。脫色油在汽提脫臭前的處理包括脫膠、脫酸、去掉微量金屬離子和熱敏性物質。熱敏性物質、色素及膠質,如果不在汽提脫臭前去掉,會在脫臭過程中受高溫而分解,進而影響到精制油的質量。
")
二、脫臭損耗
包括脫臭過程中脂肪酸以及小分子的醛、酮等物質,甾醇、維生素E等不皂化物,甘三酯的蒸餾揮發損失;在汽提過程中油脂的飛濺損失。脫臭耗=0.2+1.1×(進脫臭塔FFA%+POV/80+水雜%)
公司為用戶負責安裝、調試、代培技術人員,負責新老油廠項目可研、論證、工程設計、咨詢、工程承包、承建、設備安裝、改護建工程等業務。